





吸塑盒:吸塑材料PET、PETG、PP等组成的吸塑盒外热封涂胶纸,目前多为杜邦特卫强吸塑盖材Tyvek涂胶纸。 对于一般产品,包装只是为了将产品纳入其中,起到保护产品和美观大方即可;但是对于吸塑盒,它还有需要考虑以下几点: 1.需为器械的使用和展示提供保护、识别以及专有性能、使用方便以及特殊的应用; 2.需了解产品的用途、尺寸、外形以及它的专有特征(例如锐边、尖点、易脆等)、配送环境、应用(便于医护人员洁净开启) 以及阻隔要求,对于选择合适材料以及成功设计终包装非常重要。所以说,吸塑盒的保护性能更广,它的优势体现在以下几点: 1.无菌:能够通过一种或多种方式对器械进行终灭菌,而材料在规定时间内不被降解; 2.保存期:在产品的整个生命周期内,确保材料所谓屏障的稳定性; 3.环境方面:隔绝水分、空气、细菌、氧气; 4.物理方面:能够提供动态保护,抵抗冲击和磨损,并提供结构支撑。 吸塑盒在前期设计时,就会充分考虑这些特点,客户在采购吸塑盒时也会充分利用这些优势。







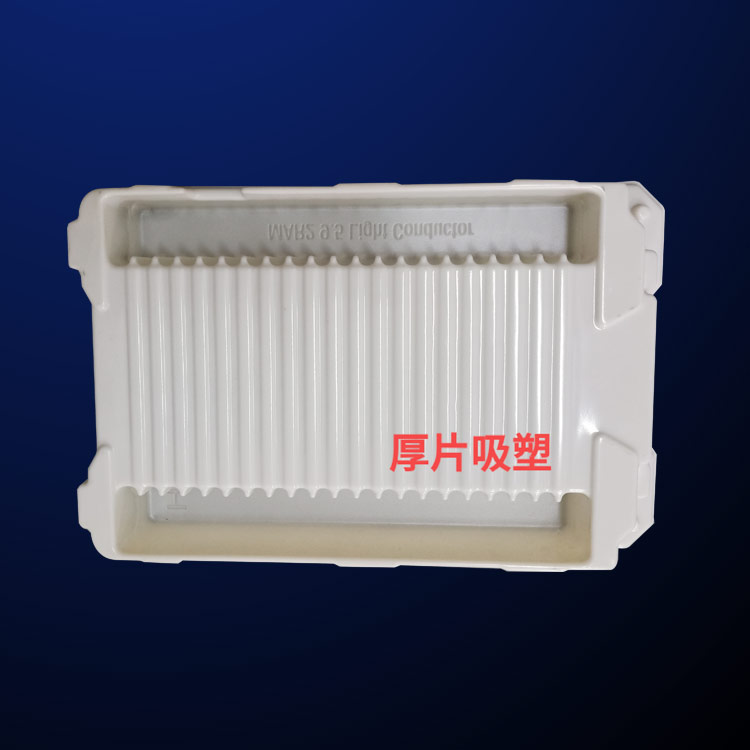
吸塑产品的主要生产工艺包括起模、拉片、冲床、折边、冲孔、包装等。 1.起模 当客户确认样品后,由打样用的石膏模作为母模,电镀铜后,按照一定的数量和位置制成生产用的模即为起模。常规的模分三种:石膏模、铜模、铝模。其中石膏模主要用于打样,一般不能做批量生产使用,其制作时间一般为24小时。铜模为石膏模电镀一层铜,强度和耐磨性增强,成本不高,是生产中常用的模,一般制作周期为100小时,少为3天时间,使用寿命约10万个。当数量达到100万个以上时可制作铝模,铝模由纯铝制作,成本高、需上机加工,一般制模时间为3天。铝模生产质量好、散热快、产品精度高、使用寿命长,如客户对产品要求,铜模不能达到精度要求时,即使数量少也须做铝模。 2.拉片 吸塑机将原材料卷材经吸塑成形机加热、真空吸塑成形、冷却后,自动裁成既定尺寸,这道工序是吸塑的主要工序。拉片的长度根据实际需要,在600~1170mm之间。不同的材料、不同的厚度,对温度的调节要求也不一样,需要开机人员有相当的经验。拉片的调机测试一般为3张。吸塑机每进一次的长度称为拉片长,可根据排模长度来定。 3.冲床 拉片出来的一般为多个产品(按照模具排的数量),需要用刀模在冲床上冲成单个产品,这种工序叫冲床。 4.折边 对于一些需将吸塑产品两边或多边的边角折过来以插上纸卡的产品来讲,需加此工序。此工序由折边机完成。 5.冲孔 如客户有特殊要求,要在吸塑上穿孔时添加此工序。 6.包装 吸塑产品包装一定要注意,根据客户要求的严格程度、产品的材料、形状等确定合适的包装方式。如客户无特殊要求,可采用装箱、装胶袋的方式。对于白色或色彩较鲜艳的、摩擦易花或不能粘上灰尘、手印的产品,常在生产时戴手套。

吸塑泡壳主要以PETG材料为主,有普通的吸塑泡壳跟植绒吸塑盒或者防静电吸塑包装盒之分,不同材料的吸塑泡壳因为料性的不同对应不同结构和用途,比如PP材料料性偏软但是能耐高低温,并且安全环保,所以一般作为食品吸塑包装盒的主要材料。 吸塑泡壳的主要优点是节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求,能包装任何异形产品,装箱无需另加缓冲材料,被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提率。 目前,在众多的包装材料中,吸塑泡壳及复合包装材料占有举足轻重的地位,随着人们生活质量的不断提高和对健康消费的日益重视,对食品的质量和安全将有更高的要求,与之相适应,吸塑泡壳领域也将迎来巨大的发展空间和开发潜力。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





